鉗壓式
聲測管廠家詳細介紹一下本產品:鉗壓式聲測管接頭的一端焊接在一個成型的鉗壓式聲測管上,另一個鉗壓式聲測管插入管接頭的復式槽端,通過液壓壓接鉗用力壓下,使得鉗壓式聲測管與接頭牢牢地接合在一起,管接頭的中間部分夾有雙重密封圈,這樣可以使得鉗壓式聲測管更加密封,使用這種單頭焊接鉗壓式聲測管接頭,只需一次鉗壓就可。
鉗壓式聲測管型號
50薄壁鉗壓式聲測管規格:50*0.8 50*0.9、50*1.0、50*1.1、50*1.2、50*1.3、50*1.4、50*1.5、50*1.8
54薄壁鉗壓式聲測管規格:54*0.8 54*0.9 54*1.0、54*1.1、54*1.2、54*1.3、54*1.4、54*1.5、54*1.8
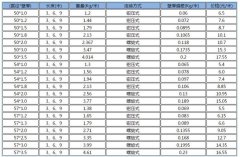
57薄壁鉗壓式聲測管規格:57*0.8 57*0.9 57*1.0、57*1.1、57*1.2、57*1.3、57*1.4、57*1.5、57*1.8
鉗壓式聲測管承口端端部有一U型凸槽,內裝有橡膠密封圈,安裝時將聲側管的插口端,插入承口端至標線位置,用專用的液壓鉗對U型槽和U型槽一側部位同時進行擠壓;橡膠密封圈受擠壓后起密封作用,鉗壓部位插口和承插口端的管材同時收縮變形(剖面形成六角形狀)起定位固定作用,從而有效地實現了聲側管的連接。
1、密封原理:橡膠O型圈徑向收縮抱緊。
2、抗拔原理:鉗壓部位變形,中間小兩頭大。
3、搞旋轉原理:鉗壓成六角形,不能旋轉。
鉗壓式聲測管的優勢
1、用專用液壓鉗連接、不需工地以外的準備工作、不需任何設備、簡便快捷(比傳統的方法快5倍)、容易固定于鋼筋籠架、不受惡劣天氣的影響2、可根據現場要求自行配長,無損耗。
3、本產品為產品,與市場同類產品相比,抗拉力更高,達到320Mpa以上(一般其它產品抗拉力為30Mpa左右)。
4、節省成本、節省準備時間、不需技工、節省損耗(可根據客戶要求訂做不同型號的短管)、不受場地限制。
5、安全、不需在工地進行焊接工作。
6、利用管材的變形,將連接處夾成兩頭大,中間小,使連接處一次性卡死,避免了活接頭松動的可能性。無論在抗拉拔還是抗扭矩方面的性能都相當穩定、出色,且凸起成圓弧,凸起度小,有效避免與導管、振搗器等相碰撞。
鉗壓式聲測管的技術參數:
項目 JT/T705-2007標準
外觀 用目測和手感檢查鉗壓式聲測管無毛刺、裂縫、結疤、折疊、分層、搭焊缺陷、劃道、刮傷、焊縫錯位、燒傷、薄的氧化皮。彎度不大于5mm/m尺寸 外徑 ±1.0%壁厚 ±5%
(MP) ≥315MP 抗拉強度
拉伸試驗(伸長率) ≥14%
壓扁試驗 當兩壓平板間距離為鉗壓式聲測管外徑的3/4時,應不出現裂紋彎曲試驗 鉗壓式聲測管不帶填充物,彎曲半徑為公稱外徑的6倍,彎曲角為120°,鉗壓式聲測管不出現裂紋液壓試驗 鉗壓式聲測管兩端封口注入水壓為5MP時,鉗壓式聲測管無滲漏渦流損傷 鉗壓式聲測管焊縫無沙眼、裂縫密封試驗 外壓P=215S/D 無滲漏,接口不變形 內壓P=215S/D 無滲漏,接口不變形拉拔試驗 在常溫下,就應能承受3000N的拉拔力,持續60min連接部分無松動、斷裂振動試驗 在試驗壓力1.2MP下,持續10萬次振動,接頭無滲漏和脫落現象扭矩試驗 扭力距120N.m, 持續10min, 接頭不發生滑移硬度試驗 HRB≥90 鉗壓式聲測管管壁硬度鉗壓式聲測管的技術參數:
鉗壓式聲測管特點:
1、密封性:O形橡膠圈經擠壓后徑向收縮抱緊聲側管插入端直至變形,具有極好的密封性能。
2、抗振性:鉗壓式接頭將連接部位一次性做死,避免了活接頭松動的可能性。
3、抗拉拔性:鉗壓部位變形,中間變小,相對兩頭大,具有極好的抗拉拔性能。
4、抗扭性:鉗壓部位成六角形,使聲側管連接后不能發生相對滑轉。
5、抗折性:連接部位對鋼管本身沒有傷害,且接頭處有1-1.2倍管徑的套接。
6、凸起度:凸節較大處直徑小于等于1.3們管徑。
7、垂直性:因接頭處有1-1.2倍管徑的套接,能很好地保證連接的順直性。
8、操作性能:省時、省力、省費用,一次性安裝成功。
9、經濟性:無短管、材頭浪費,總費用更低。
鉗壓式聲測管作用:
1、連接可靠安全
鉗壓式連接強度高,抗振性好。將連接部位一次性做"死",避免了"活接頭"松動的可能性。
2、接頭"凸節"較小
凸節較大處<5mm,且呈圓弧連接,有效避免與導管相碰撞,較大減少混凝土流阻。
3、施工便利快捷
避免現場焊接、套絲或滾槽作業,只要采用專用的液壓工具,鉗壓連接即可輕松完成,省時、省力、省費用,而且一次安裝成功。
鉗壓式聲測管安裝程序:
步:安裝樁基的鋼筋籠架;
第二步:安裝底蓋到超聲波的底部(已于工廠預先焊裝底蓋的超聲波管可按要求提供);第三步:用鐵絲(直徑較少為1.5mm)把有底蓋的超聲波管等份固定在鋼筋籠的鋼筋上;鐵絲的綁法:先把鐵絲在鋼筋上纏繞兩圈,然后以編辮子的方法編至70-80mm長,再把鐵絲叉開捆住鉗壓式聲測管,然后擰緊鐵絲。(所有的鐵絲綁法都按此方法)鐵絲綁的位置:底蓋處用鐵絲綁的一道,其余的連接頭處用絲綁一道,鉗壓式聲測管中間部分均三等份捆綁,即中間綁兩道。
第四步:將第二根鉗壓式聲測管的底部(有劃線標志)對準已綁好的測承插口部,保證兩根管子處于同一軸線;并確認管件端部與畫線位置相距3mm以內。(注意:一定要檢查鉗壓式聲測管承插口端中的"O"形密封圈完好并經潤滑)。
第五步:壓緊 把專用的液壓工具模頭的環狀凹部對準承插口(或接頭)端部內裝有橡膠圈的環狀凸部,將對接部位管材同時壓緊至六邊形狀。
第六步:檢查壓緊度 用量規確認尺寸是否正確,量規可完全卡入六邊形部位,即表示壓緊已經到位。
第七步:用鐵絲(直徑較少為1.5mm)把第二根鉗壓式聲測管三等固定在鋼筋籠上(中間綁兩道,頂端連接頭必須用鐵絲綁一道);第八步:其余要連接的鉗壓式聲測管均按第四步到第七步安裝,直所需上長度;第九步:較上端的鉗壓式聲測管一定要用頂蓋蓋上,防止泥土、雜進入管內;第十步:鉗壓式聲測管安裝完成后,目測所安裝的鉗壓式聲測管從上到下否豎成一條直線,不得彎曲。